Die Staubentwicklung beim Fräsen auf einer CNC Fräse ist nicht zu unterschätzen. Da ich plane mit meiner kleinen CNC-Fräse ein paar experimentelle Holzwerkerprojekte umzusetzen habe ich eine neue, bessere Absaughaube konstruiert.
Hier beschreibe ich wie ich dabei vorgegangen bin.
Warum überhaupt absaugen?
Ich finde immer wieder YouTube Videos wie dieses hier von Kreith32 in denen eine Absaugung an der Fräse als „überflüssig“ betrachtet wird. Nun ja, dazu kann ich nur sagen dass ich das als fahrlässig betrachte. Beim Fräsen entstehen nämlich nicht nur die Späne die auf der Maschine liegen bleiben sondern auch eine Menge Feinstaub. Dieser schwebt lange in der in der Luft, verteilt sich überall in der Werkstatt und wird deshlab leider auch unnötigerweise eingeatmet. Das muss nicht sein! Wen das Thema interessiert, der sei auf meinen Feinstaub in der Werkstatt Artikel verwiesen.
Aufgabenstellung
Die Wirksamkeit einer Absaugung hängt ganz wesentlich davon ab, dass die Späne möglichst nahe an der Entstehungsstelle – also möglichst nahe am Fräser erfasst werden. Deshalb ist diese Absaughaube so konstruiert, dass der Luftstrom des Saugschlauches möglichst nah am Fräser entlang geführt wird. Folgende Skizze erklärt das Prinzip:

Meine Erfahrungen mit der vorherigen Absaughaube haben gezeigt dass es dabei wichtig ist den Luftstrom des Saugers möglichst eng um den Fräser herum zu bündeln. Nur so werden die Späne möglichst vollständig erfasst und abgesaugt. Deshalb wird hier eine Hutze nach unten montiert.
Ergänzend kommt dann noch ein Bürstenvorhang rund um den Fräser zum Einsatz.
Konstruktion mit FUSION360
Um die Absaugung zu konstruieren habe ich das 3D-CAD-Programm FUSION360 von Autodesk verwendet. Das Programm ist für Privatanwender übrigens kostenlos zu bekommen.
Ich will hier jetzt keine Einführung in FUSION360 geben, dazu gibt es genügend Tutorials bei YouTube und anderswo, aber dennoch kurz erläutern wie ich vorgegangen bin.
Das Konstruktionsprinzip dieser Absaugung sind zwei voneinander abgeleitete Skizzen. Die erste Skizze mit der ich die Umrisse und Bohrungen der Teile in einer Ebene des Oberteils definiere. Durch Extrusion der Ebenen werden dann die Grundplatte bzw. die Wände des Oberteils erzeugt, das später an den Spindelhalter geschraubt wird.
Die zweite Skizze sind die Umrisse des Unterteils. Dieses Skizze liegt dabei auf der Ebene der unteren Kannte des Oberteils. Durch Projektion werden die äußeren Umrisse von der ersten Skizze übernommen und dann durch die speziellen Änderungen des Unterteils ergänzt. Damit beide Teile später ohne zu klemmen zusammenpassen wird dabei die Innenkontur des Deckels um 0,3mm nach Innen versetzt. Das gibt die hierfür nötige Toleranz.
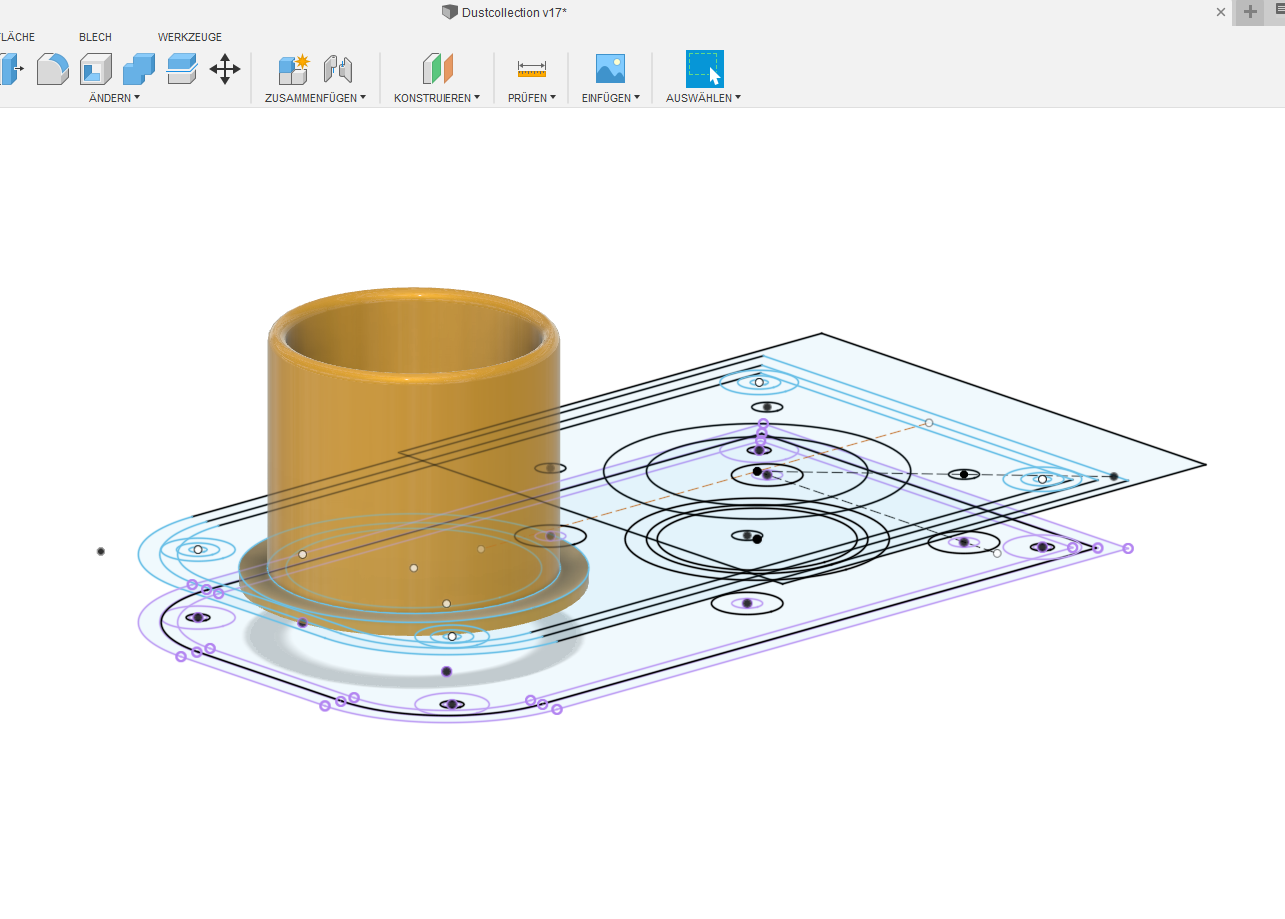
Um später die Teile einfach und ohne Stützstrukturen auf dem 3D-Drucker herstellen zu können, werden die beiden Stutzen für Saugschlauch und Fräserumhüllung als separate Teile konstruiert. Da auch hier die Umrisse aus den jeweiligen Skizzen abgleitet sind, passt hinterher alles perfekt zusammen.
3D-Druck der Teile
Anschließend werden die einzelnen Teile als STL-Dateien exportiert und auf dem 3D-Drucker gedruckt.
Dabei wurde PLA neon grün von 3Dprima benutzt. Die Wandstärke beträgt 4 Schichten, auf Ober- und Unterseite jeweils 5 Schichten, der Füllgrad 30%. Das ergibt sehr stabile Teile.

Wer will, könnte diese Teile übrigens auch mit der CNC Fräse aus dem Vollen fräsen. Die Geometrie würde es erlauben.
Zusammenbau
Um die beiden Teile des Gehäuses der Absaughaube miteinander zu verbinden, wurde in die Ecken der Schraubaufnahmen ein M3 Gewinde eingeschnitten. Weil hier mit entsprechender Wandstärke gedruckt wurde ist das problemlos möglich.

Die Verbindung erfolgt dann mit M3*8 Senkkopfschrauben, nachdem zuvor das Oberteil an die Spindelhalterung meiner CNC Fräse geschraubt wurde.

Um die Absaughaube auch für umherfliegende Späne möglichst wirkungsvoll zu gestalten, bekommt die Absaugung noch einen umlaufenden Bürstenvorhang. Allerdings gibt es auch Situationen bei denen dieser stört. Daher wird er annehembar gemacht. Dazu verwende ich Scheibenmagneten der Größe 10*3 von supermagnete.de die in das Unterteil und den Bürstenrahmen einsetzt werden.
Diese werden mit Sekundenkleber in Vertiefungen im Unterteil geklebt. 
Auch der große Stutzen für den Saugerschlauch und der kleinere Stutzen rund um die Spindel werden mit Sekundenkleber und Aktivatorspray verklebt.
Die verwendeten Bürsten für den abnehmbaren Rahmen sind Stücke von einer preiswerten online erhältlichen Bürstenleiste zur Garagentorabdichtung:
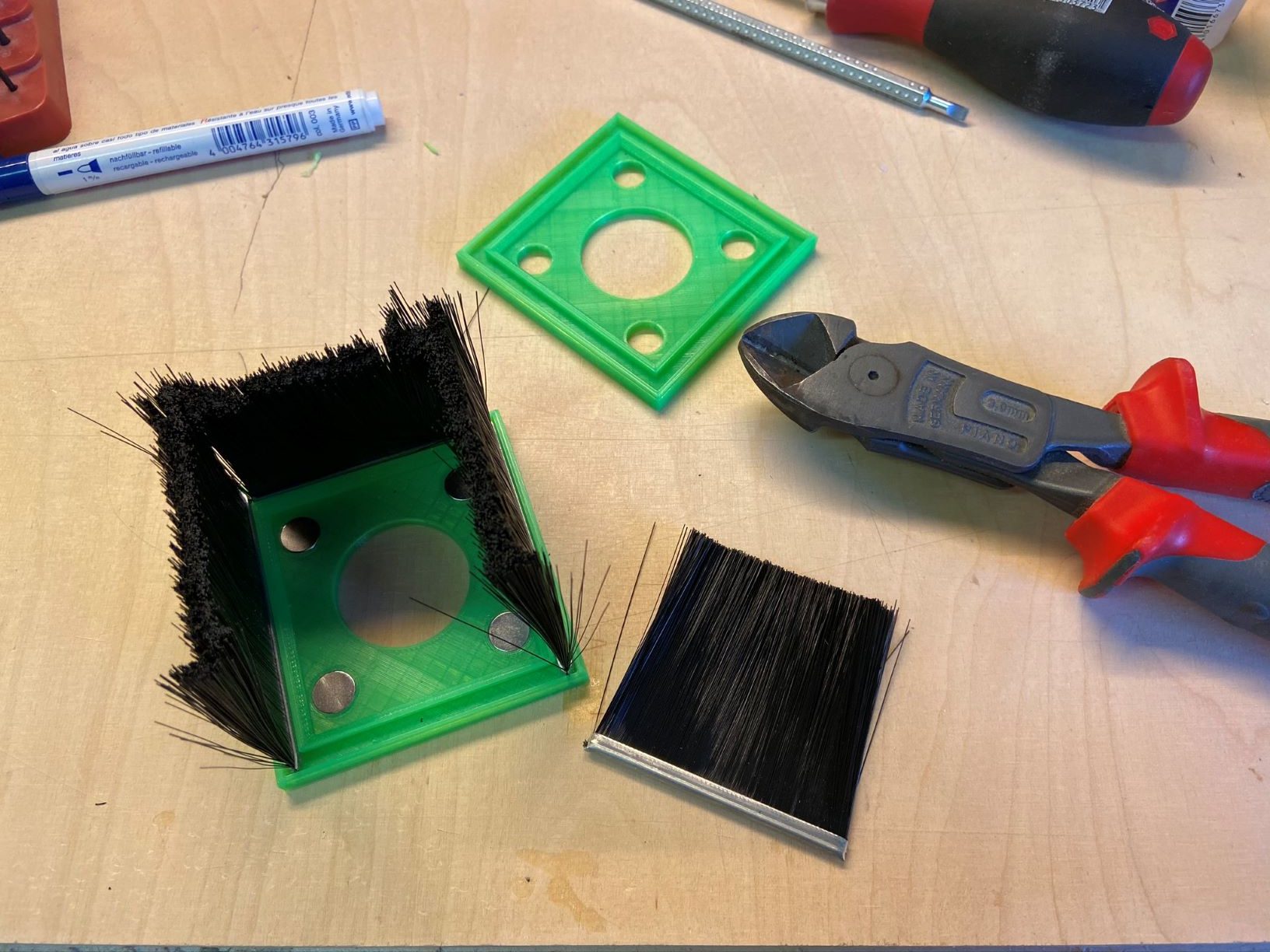
Auch hier wird wieder mit Sekundenkleber verklebt. Und wem die Borsten zu lang sind, der kann diese einfach mit der Schere kürzen.
Damit ist die neue Absaughaube für meine kleine CNC Fräse fertig.

Schlußbetrachtung
Der Zeitaufwand für dieses Projekt einer Absaughaube:
ca. 3h Konstruktionsarbeit in FUSION360, ca. 30min Vorbereiten der STL-Dateien für den 3D-Drucker, anschließend 20h Druckzeit am 3D-Drucker (aber da muss man ja nicht danebensitzen). Zusammenbau der Teile und Montage an der CNC eine weitere Stunde.
Die Materialkosten betragen dabei rund 20 EUR – ein vergleichbares Kaufteil von einem CNC Shop kostet zwischen 120 und 200 EUR.
Interessierte Leser meines Blogs können die Konstruktionsdaten von Fusion360 und auch die fertigen STL-Dateien dieser Absaughaub bei Thingverse herunterladen: https://www.thingiverse.com/thing:4224182
Weitere Fragen beantworte ich gerne in den Kommentaren.
Hi Wolfram,
Ich habe mir eine ähnliche Absauge gebaut.
Problem ist nur, dass beim fräsen von tiefen Taschen die Bürsten darin eintauchen. Durch die Bewegung werden diese dann zum Fräser gedrückt und er wickelt / zerfräst die Bürsten.
Hast du dafür eine Lösung?
Nein, nicht wirklich. Ich behelfe mir dammit, dass ich verschiedene Bürstenrahmen mit langen und kurzen Borsten haben, die ich dann je nach Bedarf einsetze. Bei tiefen Taschen dann halt kurze Bürsten. Und ja, da geht dann ein wenig daneben, aber die Absaugung nimmt immer noch 80% des Frässtaubes auf.
Wenn man die Größe/ Durchmesser der Bürstenhalterung so groß macht, das die Bürsten den Fräser gar nicht mehr erreichen können sollte dass doch gehen, oder?
Genau deshalb habe ich mir ja zwei Bürstenrahmen gemacht. Einen mit langen und einen mit kurzen Bürsten.