
Welche Fräser sind sinnvoll, wenn man mit seiner kleinen CNC-Fräse Holz bearbeiten möchte? Diese Frage hat mir vor kurzem ein Leser meines Blogs gestellt.
Mit diesem Artikel möchte ich diese Frage beantworten und berichte ich von meinen Fräsern und wofür ich diese einsetze.
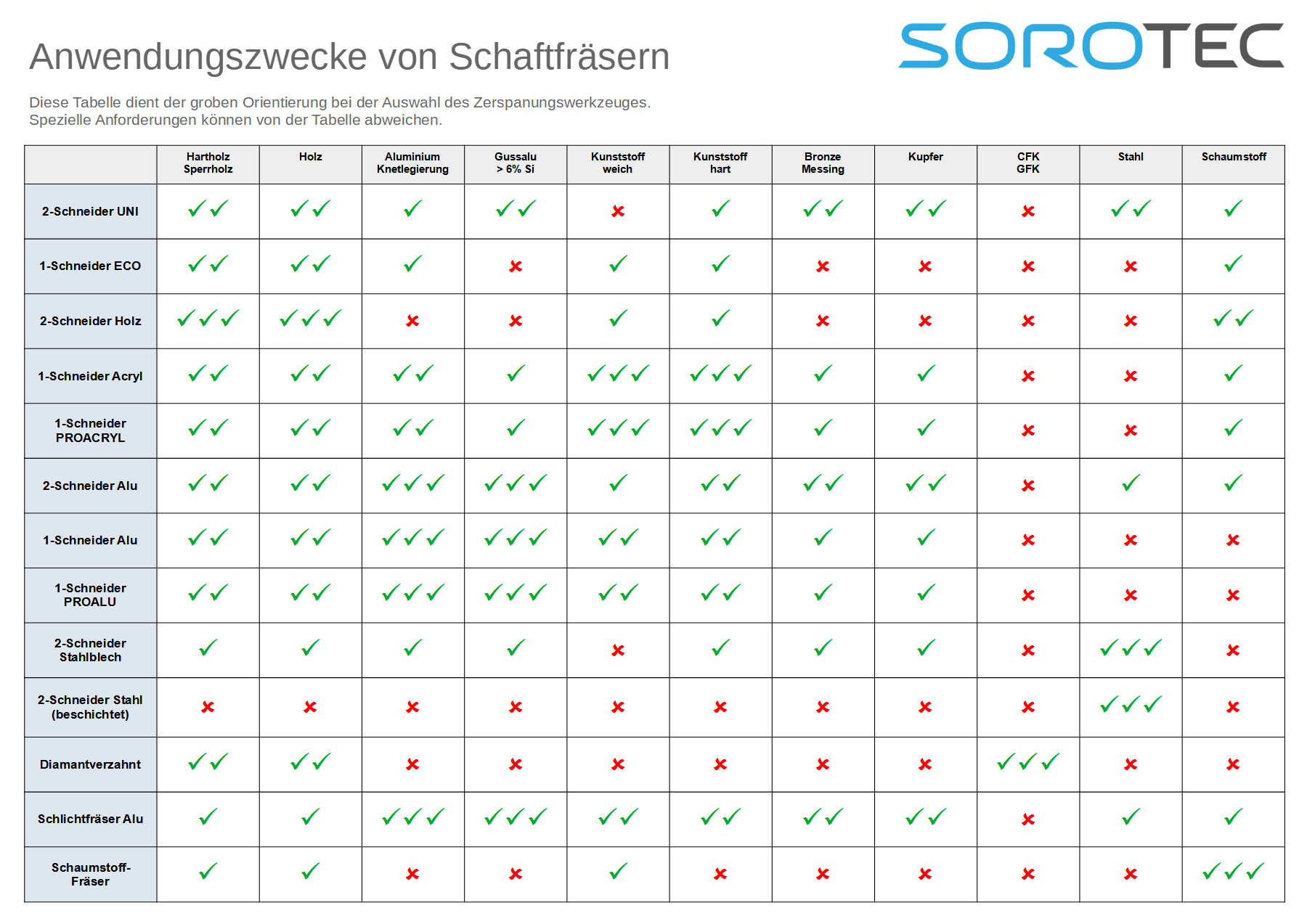
Das Angebot an Fräsern für den Einsatz auf CNC Fräsen ist fast unüberschaubar groß. Daher möchte ich hier einen kurzen Überblick geben der helfen soll je nach Anwendungsfall den richtigen Fräser einzusetzen.
Was soll gefräst werden?
Für die Auswahl des richtigen Fräsers auf der CNC Maschine sind zwei Fragen zu klären:
- Welchen Holzwerkstoff möchte ich bearbeiten? Massivholz oder Plattenwerkstoffe? Hartes Holz wie Buche, Eiche oder eher weiches Holz wie Fichte?
und
- Welche Art von Bauteilen möchte ich herstellen? Konstruktive Bauteile für Möbel oder eher dekorative Elemente wie Schilder und Reliefs?
Nachfolgend stelle ich einige Fräsertypen vor und wofür ich diese einsetze.
Sprialfräser
Spiralfräser sind für die Bearbeitung von Holz und Holzwerkstoffen der gebräuchlichste Fräser. Je nach Größe der zu bearbeitenden Teile benutze ich Spiralfräser mit Durchmessern von 2mm bis 8mm. Damit lassen sich konstruktive Bauteile sehr präzise erstellen.
Es handelt sich dabei um Zweischneider mit unterschiedlicher Steigung der Spirale. Auf dem nachfolgenden Bild sieht man von Links nach Rechts einen 6mm Spiralfräser für Holz, in der Mitte einen 8mm Spiralfräser für Hartholz und rechts einen 6mm Universalfräser, der für Holz, Kunststoffe und auch Aluminium geeignet ist.

Die normale Spiralfräser für Holz haben eine geringere Steigung als die Fräser für Hartholz oder die Universalfräser. Wichtig ist hier, dass man beim Einsatz der Fräser die richtige Kombination aus Drehzahl des Fräsers (U/min) und Vorschub (mm/min) verwendet. Ist die Drehzahl zu hoch, wird der Fräser überhitzt und läuft blau an. Ist die Drehzahl zu gering, besteht die Gefahr dass der Fräser bricht. Näheres dazu findet man in entsprechenden Tabellen der Fräserhersteller.
{kind=link}
Gerade für den Anfänger in der Holzbearbeitung mit der CNC Fräse empfehle ich den Kauf der Universalfräser, weil diese recht robust sind, auch ein paar Fehler verzeichen ohne gleich zu brechen und zudem in einem breiten Spektrum von Holz und Holzwerkstoffen gute Fräsergebnisse liefern.
 Bestens bewährt haben sich bei mir die Ultratool-Fräser aus USA – erhältlich bei der Firma Sorotec. Ein robuster zweischneidiger Fräser der auch einen geraden Anschliff hat und sich daher zum fräsen von Taschen und ebenen Flächen eignet.
Bestens bewährt haben sich bei mir die Ultratool-Fräser aus USA – erhältlich bei der Firma Sorotec. Ein robuster zweischneidiger Fräser der auch einen geraden Anschliff hat und sich daher zum fräsen von Taschen und ebenen Flächen eignet.
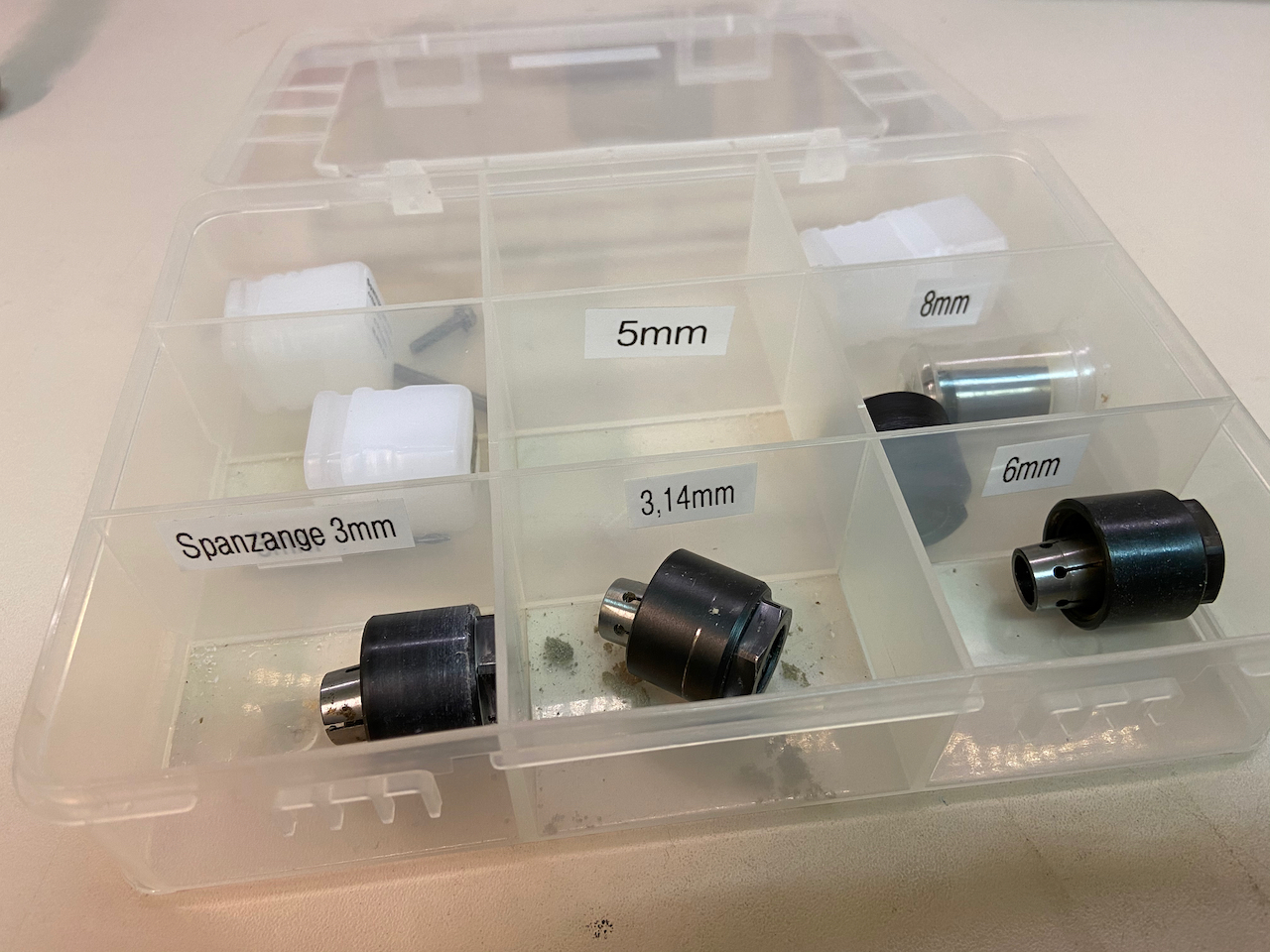
Da es diese Art von Spiralfräsern oftmals den gleichen Durchmesser auch am Schaft haben, sind dazu natürlich auch die passenden Spannzangen für die Frässpindel nötig.
Ich habe daher einen Satz von Spannzangen in den Durchmessern 3,0mm 3,14mm (1/8Zoll) 5mm 6mm und 8mm parat. Damit bin ich für die gebräuchlichsten Fräsertypen gerüstet.
Bearbeiten von Sperrholz und Multiplex
Um diese Plattenwerkstoffe zu bearbeiten benutze ich überwiegend spiralverzahnte Fräser. Der Grund liegt darin, dass die obersten Schichten mit diesen Fräsern weniger ausfransen.
Nachfolgendes Bild zeigt von vorne nach hinten einen Spiralfräser, einen spiralverzahnten Fräser und einen Fräser mit Diamantverzahnung. Dabei bedeutet „diamantverzahnung“ nur die Form der Zähne, der Fräser selbst ist nur aus Hartmetall. Diese Fräse sind für den Einsatz mit sehr weichem Holt wie z.B. Balsaholz sinnvoll. Auch Plattenwerkstoffe wie GFK-Platten können damit gut bearbeitet werden.

Für Sperrholz aller Art benutze ich überwiegend auf der CNC die spiralverzahnten Fräser, da diese die wenigsten Ausrisse an den äußeren Schichten verursachen. Für MDF liefern Spiralverzahnte Fräser die besten Schnittkanten – immer die richtigen Fräsparameter vorausgesetzt.
Diese Fräser sind meist mit einem Schaft von 1/8 Zoll gebräuchlich und es gibt diese in Durchmessern von 3,14 mm bis herunter auf 0,6mm. Für das klassische Holzwerken sind diese Fräser mit einem Durchmesser von 2mm und 3mm sinnvoll, alles andere nur bei Bedarf.
Fräser von der Oberfräse
Auch einige Schaftfräser die eigentlich für den Einsatz in der handgeführten Oberfräse gedacht sind eignen sich für den Einsatz auf der CNC Fräse. Es handelt sich dabei um die Spitzfräser und abgerundeten Fräser.
Beide Fräsertypen eignen sich wunderbar um Schriften, Schilder und Reliefs zu fräsen – also eher dekorative Anwendungen. Da diese Fräser in der Regel einen 8mm Schaft haben, ist es sinnvoll, die passenden Spannzange für die Frässpindel parat zu haben.

Mit der passenden Software wie z.B. vCarve von Vectric lassen sich damit im Handumdrehen nette Schilder produzieren. Einen entsprechenden Artikel dazu wird es in Kürze geben.
Die konventionellen Nutfräser der Oberfräse sind für den Einsatz auf der CNC Fräse nur bedingt geeignet. Der Grund liegt in der schlechten Spanabfuhr. Man kann daher nur immer geringe Zustellungen je Fräsgang fräsen, da ansonsten die Gefahr besteht dass der Fräser abbricht oder aber wegen der Späne ausglüht.

Zum Planfräsen von Oberflächen mit gringer Materialabnahme 0,5 bis 1mm sind die diese klassischen Nutfräser ganz gut geeignet, für alles andere empfehle ich den Griff zum Spiralfräser.
Radiusfräser
Wer dekorative Elemente fräsen möchte wie z.B. das Relief eines Adlers und dergleichen mehr, der sollte sich noch ein oder zwei Radiusfräser besorgen. Wichtig dabei ist es, dass es sich um Radiusfräser mit Vollradius handelt, also die ganze Spitze als Kugelhälfte ausgeführt ist.

Damit ist sichergestellt dass die plastischen Konturen sehr sauber und mit scharfen Konturen gefräst werden können. Gute Radius-Fräser sind nicht gerade billig, daher ist ein Fräser mit 5mm und einer mit 3mm nach meiner Erfahrung für die meisten dekorativen Anwendungen in Holz ausreichend. Bei Spezialanwendungen wie z.B. Formenbau braucht man dann noch andere Abmessungen, aber das würde jetzt den Umfang dieses Artikels sprengen.
Gravierfräser
Eine Sonderstellung nehmen dann noch die Gravierfräser und Gravierstichel ein. Diese haben in der Regel einen 1/8 Schaft und dementsprechend Durchmesser von 1mm bis 3mm mit verschiedenen Spitzenwinkeln. Gebräuchlich sind Spitzenwinkel von 60 oder 90Grad.
Damit lassen sich feine, v-förmige Nuten fräsen wie dies für Schriften, Ziermuster und dergleichen mehr sinnvoll ist.
 Der auf dem Bild unten gezeigte Gravierstichel ist nur für Kunststoff und Weichmetalle sinnvoll. In Holz bekommt man damit in der Regel keine sauberen Ergebnisse.
Der auf dem Bild unten gezeigte Gravierstichel ist nur für Kunststoff und Weichmetalle sinnvoll. In Holz bekommt man damit in der Regel keine sauberen Ergebnisse.
Sinnvolle Grundausstattung
Wie kann nun eine sinnvolle Grundausstattung an Fräsern für den Anfänger mit einer CNC Fräse aussehen?
Ich empfehle hier zum einen ein paar 1/8 Zoll Spiralfräser in den Durchmessern 2mm und 3mm, einen 1/8 Zoll Gravierfräser 60Grad einschneidig, zum anderen einen oder zwei größere Universal-Spiralfräser mit 5 oder 6mm Durchmesser. Damit kann man dann schon einen ganze Menge Projekte umsetzen.
Wer mit kleinem Geld einsteigen will, der sollte sich einmal die Fräsersets von Sorotec anschauen. Gerade das Sorotec „Uncle Phil“ Fräserset ist eine ganz brauchbare Zusammenstellung verschiedener 1/8 Zoll Fräser für die ersten Gehversuche mit einer CNC Fräse. Dazu noch einen etwas größeren Spiralfräser mit 5 oder 6mm – dann ist im meinen Augen die „Erstaustattung“ komplett.
Die spezielleren Fräser wie z.B. Radiusfräser oder Schlichtfräser empfehle ich erst dann zu kaufen, wenn man diese auch tatsächlich benötigt.
Die verwendete Frässpindel
Zum Schluß noch ein paar Worte zur Frässpindel an einer CNC-Fräse. Ich empfehle hier unbdingt den Einsatz einer „echten“ Frässpindel, die auch für diesen Zweck konstruiert wurde. Zudem sollte es auch ein breites Spektrum an verschiedenen Spannzangen passend dafür geben. Der Einsatz von billigen Oberfräsen wie z.B. der Makita R0700 ist zwar grundsätzlich möglich, aber man wird damit schnell an die Grenzen stoßen. Gerade wenn man z.B. einen 1/8 Zoll Fräser in diesen Fräsmotor einspannt ist aufgrund der einfachen Spannzangen kein ausreichend präziser Rundlauf zu erwarten. In der Folge kann man keine maßhaltigen Frästeile erwarten.

Ich selbst verwende seit über 10 Jahren die Frässpindeln von KRESS, die mittlerweile unter dem Namen AMB Elektrik erhältlich sind.
Diese Frässpindeln sind robust, die Ersatzteilversorgung ist Dank „Made in Germany“ auch langfristig gewährleistet und es gibt ein breites Zubehörsortiment an Spannzangen, Überwurfmuttern, Werkzeugwechslern usw.
Da ich mich selber auch mit CNC Fräsen und Holzbearbeitung befasst, finde ich deinen Artikel sehr interessant und informativ. Muss mal überdenken, welche Fräser ich mir in Zukunft zulegen könnte.
Danke dafür uns Servus Markus
Hallo Markus, ja mit den verschiedenen Fräsern zu experimentieren kann ich nur empfehlen.
Ich habe auch mal Deine CNC Berichte von deiner Shapeoko auf Deinem Blog gelesen – sehr interessant. Danke für den Link.
Hallo Wolfram,
ist es denn umgekehrt auch möglich CNC Fräser in einer Oberfrâse zu verwenden?
Danke für deine Antwort,
Edmund
Hallo Edmund, ja, das geht. Gerade zweischneidige Spiralfräser sind in der Oberfräse sehr gut einzusetzen – spiralgenutete Fräser sind auch perfekt um z.B. größere Mengen Material entlang einer Schablone abzunehmen
Hallo danke für den interessanten Beitrag zu Gravierfräser. Viele Grüsse
Toller Artikel. Wo genau ist der Unterschied zwischen einem 1 Flute bzw. 2 Flute Spiralfraeser?
Hallo Carsten, das ist die Zahl der Schneiden. 1Flute = 1Schneide, 2Flute = 2Schneiden. Dementsprechend schneidet der Fräser pro Umdrehung mehr oder weniger viel Material bei gleichem Vorschub. Als Faustregel: Holz = Zweischneider, Kunststoff = Einscheider
Vielen Dank. Prinzipiell wusste ich das schon. Ich meinte eher welche Auswirkungen haben mehr „Flutes“. Also erzeugt mehr Hitze, sollte man weniger Vorschub geben, usw.
Apropos, das mit den Faustregeln finde ich sehr hilfreich. Kannst du uns alle Faustregeln nennen die du kennst (klar gelten die nicht immer).
Also z.B. VHM Fraeser kann man immer auch fuer Holz nehmen (man sollte aber beachten), usw.
Hallo Carsten, das Thema Drehzahl, Vorschub und Anzahl der Schneiden ist etwas komplexer und sicherlich mal einen extra Artikel wert. Nur soviel: Bei einem Zweischneider sollte man gegenüber einem Einschneider entweder die Drehzahl reduzieren oder den Vorschub reduzieren. Entscheidend ist die abgenommene Spanstärke je Schneide. Schau mal auf der Webseite von SOROTEC, da gibt es ein paar Merkblätter zur Berechnung der richtigen Werte.
Guter Artikel!
Wie schaut es denn aus mit heutzutage typischem Möbelholz, welches aus diesen zusammengeleimten kleinen Holzteilchen besteht, sowas wie IKEA Pax.
Kann man sowas auch mit der CNC fräsen? Topfschniere etc.?
Gibt es davon Videos wie gut das geht?
Ich nehme mal an Du meinst Preßspan-Plattenwerkstoff. Der lässt sich ebenfalsl auf einer CNC bearbeiten, ist aber relativ kritisch bezüglich der richtigen Fräsparameter. Bedingt durch den hohen Klebstoffanteil in Preßspan kann der Fräser recht schnell ausglühen, wenn die Drehzahl des Fräsers zu hoch ist. Daher hier im Zweifelsfalls eher geringen Drehzahlen anfangen. Ich fräse Preßspan mit ca. 11.000 U/min bei einem 6mm Spiralfräser.
Abfallholz fuer kleine Bastelleien ist wirklich interessant. Wie geht CNC mit Laminat denn am besten? Ich hab da noch ein paar Reste auf dem Dachboden 🙂
Da kann ich nur sagen ausprobieren. Laminat gibt es in vielen verschiedenen Arten… Ich würde da mal mit einem 2fach spiralverzahnten 3mm Fräser anfangen da ich vermute dass da auch viel Kunststoff mit im Spiel ist…
Laminat und Kunststoff? Der Kleber? Ich habe mal gehoert, dass da alles Moegliche reingemixt wird. Zum Teil auch Metall-Teilchen. Deswegen soll man es auch angeblich nicht mit der Kreissaege schneiden, weil es einem dann das Saegeblatt stumpf macht.
Fraeser haben ja eine nutzbare Laenge. Also z.B. ein 3mm Fraeser hat eine nutzbare Laenge von 8mm (also der Bereich mit Spiral-Schneide).
Was bedeutet das dann? Material dicker als 8mm kann man nicht bis ganz unten damit bearbeiten? Was passiert wenn man dickeres Material damit bearbeitet?
Wenn man Schichtweise nach unten geht, sollte ja immer nur der Bereich des unterste Bereich des Fraesers (in der Dicker der Schicht die gerade gefraest wird) „arbeiten“. Richtig? Zumindest mit einem Fraeser der sich zur Spitze hin nicht verjuengt (z.B. 4mm Schaft und 4mm Spitze) sollte man damit dann auch deutlich ueber die „nutzbare Laenge“ des Fraesers nach unten arbeiten koennen – und zwar bis die Werkzeugaufnahme das Werkstueck beruehrt, richtig?
Bei Fraesern die sich zum Ende hin verjuengen (z.B. 4mm Schaft, 2mm Spitze) hat man wohl in der Tat ein Problem wenn man sowas wie tiefe Taschen ausschneiden will, oder?
Ein ganzer Artikel ueber Fraeser und deren nutzbare Laengen und etwaige Konsequenzen wuerde sich vielleicht lohnen 😉
Jeder Fräser hat eine maximal nutzbare Schneidenlänge. Die stellt die Grenze dar, bis zu der die Spanabfuhr gesichert ist. Tiefer sollte man nicht fräsen.
Ich werde da bei Gelegenheit mal noch einen Artikel zum Thema Einsatz von Fräsern verfassen – steht auf meiner Liste.
Interessant. Ich dachte bisher, die Fräser bei denen der Durchmesser der Spitze und der Durchmesser des Schafts identisch sind, man tiefer fräsen kann als die nutzbare Länge der Spitze – vor allem mit Absaugung.
Warum sollte das nicht gehen?
Weil die Spanabfuhr Nach oben nicht sicher gewährleistet ist. Ich sehe schon dass ich da mal einen Artikel schreiben muss.
Danke für die schöne Übersicht, hat uns sehr geholfen!
Hallo Wolfram,
vielen Dank für deinen Artikel, wirklich sehr interessant. WIr haben bis jetzt 2 Schneider Holzfräser für MPX verwendet und leider ist der 8 mm Fräser sehr schnell Stumpf geworden. Laut Sorotec Berechnungen komme ich mit unserer Fräse (2000 mm/min Vorschub) auf 18.000 U/min, könnte die Drehzahl zu hoch sein?
Ich würde gerne spiralverzahnte Fräser kaufen um diese mit MPX auszuprobieren, leider finde ich keine FRäser online, wo kaufst du deine? Und welche Drehzahlen würdest du zum Start für eine 8 mm und ein 4 mm spiralverzahnten Fräser mit 2000 mm/min Vorschub empfehlen?
Viele Grüße
Finn
Hallo Finn,
gibt es einen speziellen Grund, dass Du da 8mm Fräser verwendest? Die 6mm Fräser sind im CNC Bereich viel gebräuchlicher und daher preiswerter und einfacher zu bekommen. Ich kaufe Fräser bei allen möglichen Quellen u.a. Sorotec, Fraiser, Sautershop, Amazon, Aliexpress, ebay… Multiplex fräse ich mittlerweise überwiegend mit sog. Kompressions-Fräsern die einen Auf/Ab-Schliff haben. Entsprechender Artikel zu dem Thema ist in Vorbereitung. Beim Verhältnis Drehzahl/Vorschub orientiere ich mich immer an der resultierenden Schnittlast – es gibt da bei Sorotec eine ganz brauchbare Tabelle. Die Berechnung mache ich in den Werkzeugbibliothek von Vcarve – Werte für Deine Fräser rechne ich später mal aus und ergänze diese hier.
ERGÄNZUNG: Habe das mal nachgerechnet. Deine Drehzahl ist für Multiplex definitiv zu hoch. Bei einem 8mm 2-schneider sollte bei 2000mm/min mit 15.500 U/min gefräst werden – ergibt dann einen Zahnvorschub von 0,065. Ich denke da könntest Du sogar auf 14.000 U/min runtergehen, wenn die Fräsenmechanik steif genug ist.
Hey Wolfram,
vielen Dank für die ausfühliche Antwort, 8 mm nehme ich damit die hauptsächlich 15 mm Nuten in 2 Durchgängen geräumt sind. Das ist zumindest die Idee, tatsächlich reduziert es die Fräszeiten auch deutlich.
Die Sorotec Anleitung habe ich auch genommen nur falsch verstanden bzw. anders angewendet. Habe nicht die Drehzahl so angepasst das die Vorschubgeschwindigkeit auf die maximale der Maschine passt. Sondern habe die Drehzahl über die Schnittgeschwindigkeit des Materials und den Durchmesser des Fräsers berechnet und dann die Vorschubgeschwindigkeit mit dieser Drehzahl und gedacht, das ich dann mit 2000 mm/min fräse anstatt den 2340 mm/min, die als Ergebnis raus kamen. Vielen Dank für den Tipp.
Bezüglich der Fräser würde ich mich wirklich sehr über einen Link oder ähnliches freuen weil ich tatsächlich nichts über 3,175 mm Durchmesser finde, was bei uns die Fräszeiten deutlich erhöhen würde. Gerne auch per EMail.
Dir nochmal vielen Dank für deien Arbeit mit dem Blog und auch sonst netten Antworten in den Kommentaren.
Hallo Finn,
Für 8mm Schruppfräser wird man hier fündig: https://www.seogeo-shop.de/p/3z-schruppfraeser