Hier folgt nun der Erfahrungsbericht von meinem ersten Einsatz der handgeführten Shaper Origin CNC-Fräse. Als erstes Projekt zum Testen der Maschine habe ich ein Ziffernblatt für eine Werkstattuhr gefräst.
Erstellen der CAD-Daten
Die Shaper Origin benötigt zur Steuerung CAD-Daten im SVG-Format. Das ist ein skalierbares Vektorgrafik Format das mit vielen gebräuchlichen Grafikprogrammen erstellt werden kann. Die von Shaper empfohlenen Programme sind Adobe Illustrator (leistungsfähiges, aber teures Profiprogramm) oder die Freeware-Alternative Inkscape.
Ich selbst bin allerdings kein Freund von dieser Art von eher gestalterischen Zeichenprogrammen- Man muss dort doch ganz anders arbeiten wenn man eine maßhaltige Zeichnung bekommen möchte, als ich als Ingenieur dies gewöhnt bin.
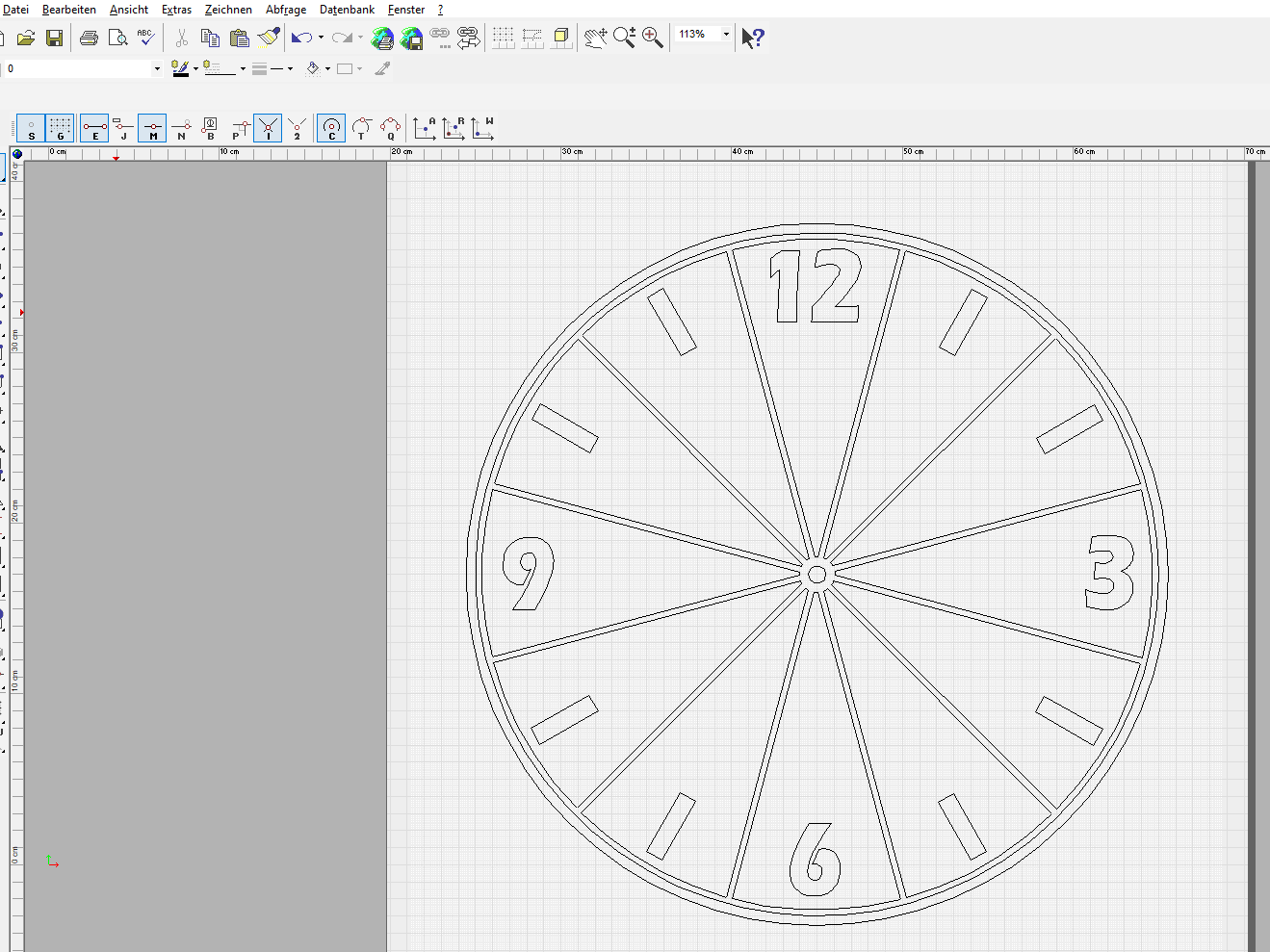
Das Ziffernblatt selbst ist recht einfach – ein 10,5mm Loch in der Mitte, die Sektionen mit den Ziffern und Strichen, eine Außenkontur mit 400mm Durchmesser.
Ich habe daher das Ziffernblatt mit meinen uralten 2D-CAD „Autosketch“ gezeichnet und als DXF-Datei gespeichert. MIt Inkscape habe ich anschließend die DXF-Datei in eine maßhaltige SVG-Datei umgewandelt und auf den USB-Stick für die Shaper Origin gespeichert.
Das ganze Prozedere hat rund eine Stunde gedauert – die 20 Minuten zum Zeichnen des Ziffernblattes waren dabei der geringste Aufwand. Aber danach mußte ich eben Inkscape herunterladen und installieren, die Inkscape Einstellungen entsprechend den Empfehlungen auf der Shaper Seite machen und danach alles mal „trocken“ ausprobieren.
In Zukunft wird das sicher schneller gehen, aber man muß hier halt durch eine Lernkurve gehen.
Vorbereiten des Werkstücks
Als Werkstück habe ich einen Rest einer 10mm Siebdruckplatte verwendet. Dieses wurde mit drei Reihen Shaper-Tape beklebt und auf einer Opferplatte – ein Stück Spanplatte – mittels kleiner SPAX 3*20 Schrauben befestigt. Das ganze habe dann mit zwei Einhebelzwingen von Bessey an der Werkbank fixiert.

Zum Vorbereiten des Fräsvorganges muss das Werkstück mit den Streifen beklebt und von der Kamera der Shaper Origin erfasst werden. Dabei habe ich gemerkt, dass die drei Streifen des Shaper Tape nicht ausreichten und habe daher weiteres Band aufgeklebt. Danach war es möglich, die ganze Werkstückfläche abzuscannen.
Der erste Schritt war das Gravieren der Ziffern und Linien. Also den Gravierstichel eingesetzt, die Maschine den Z-Nullpunkt ermitteln lassen und dann über den Bildschirm die Zeichnung in der Mitte des virtuellen Werkstücks platziert.
Das hat alles erstaunlich reibungslos funktioniert. Die Bedienung der Touch-Oberfläche ist auch mit staubigen Fingern kein Problem.
Den Fräsmotor wird mit einem Schalter manuell eingeschaltet, danach kann die Shaper Origin entsprechend den auf dem Bildschirm angezeigten Linien bewegt werden.

Die ersten Gehversuche waren völlig problemlos bis ich etwa bei der Hälfte des Ziffernblattes angekommen war. Plötzlich signalisierte die Shaper „Orientierungsverlust“ durch einblenden eines roten Domino-Signals und der Fräsmotor wurde zurückgezogen. Also musste ich das Fräsen erst mal einstellen.

Was war geschehen? Wie ich durch Bewegen der Maschine feststellen konnte, war ich mit der Maschine dem aufgeklebten Band zu nahe gekommen sodaß dieses von der Kamera nicht mehr erfasst werden konnte.
Die Lösung war dann, mehr Band aufzukleben und mit der Funktion „Scanbereich erweitern“ dieses neue Band zum bestehenden virtuellen Arbeitsraum hinzuzufügen. Trotz anfänglicher Bedenken hat dies erstaunlich gut funktioniert, sogar als ich die vorne aufgeklebten Streifen mit der um 180 Grad gedrehten Shaper eingescannt habe. Alles wurde problemlos zu einem Werkstück zusammengefügt.
 Durch Experimentieren habe ich festgestellt das auch die wohl auch Dominos immer wenigstens als Dreiergruppe aufgeklebt werden sollten, wenn eine gute Genauigkeit mit der Shaper Origin erreicht werden. Zweiergruppen gehen auch, müssen aber Recht dich beeinander liegen.
Durch Experimentieren habe ich festgestellt das auch die wohl auch Dominos immer wenigstens als Dreiergruppe aufgeklebt werden sollten, wenn eine gute Genauigkeit mit der Shaper Origin erreicht werden. Zweiergruppen gehen auch, müssen aber Recht dich beeinander liegen.
Er erfolgte der Wechsel auf den mitgelieferten 6mm Fräser um das Loch in der Mitte zu fräsen. Da der Durchmesser kleiner als 12mm ist, konnte dieses im „Spiralmode“ gefräst werden. Dabei muss die Shaper nicht bewegt werden sondern die Fräse kann alles selbst durch ihren CNC-Mechanismus ausführen. Es wurde dabei mit zwei Druchgängen von je 5 / 10,5 mm Frästiefe gearbeitet.
Das Fräsen der Außenkontur erfolgte ebenfalls mit dem 6mm Fräser. Es wurde hier allerdings in 3 Durchgängen von jeweils 3,5 / 7 / 10,5 mm Tiefe gefräst.
Da mein Werkstück in der Mitte ja nicht befestigt ist und daher das Risiko besteht dass es beim letzten Schnitt der Außenkontur umherfliegt habe ich kleine Stege stehen lassen.
Dazu wurde einfach im letzten Durchgang an drei Stellen die Frässpindel kurz per Knopfdruck (Rote Taste) angehoben, die Shaper weiterbewegt und dann wieder abgesenkt (Grüne Taste)
Die Stege wurde dann mit dem Cuttermesser durchgetrennt und verschliffen.
Arbeitsergebnis
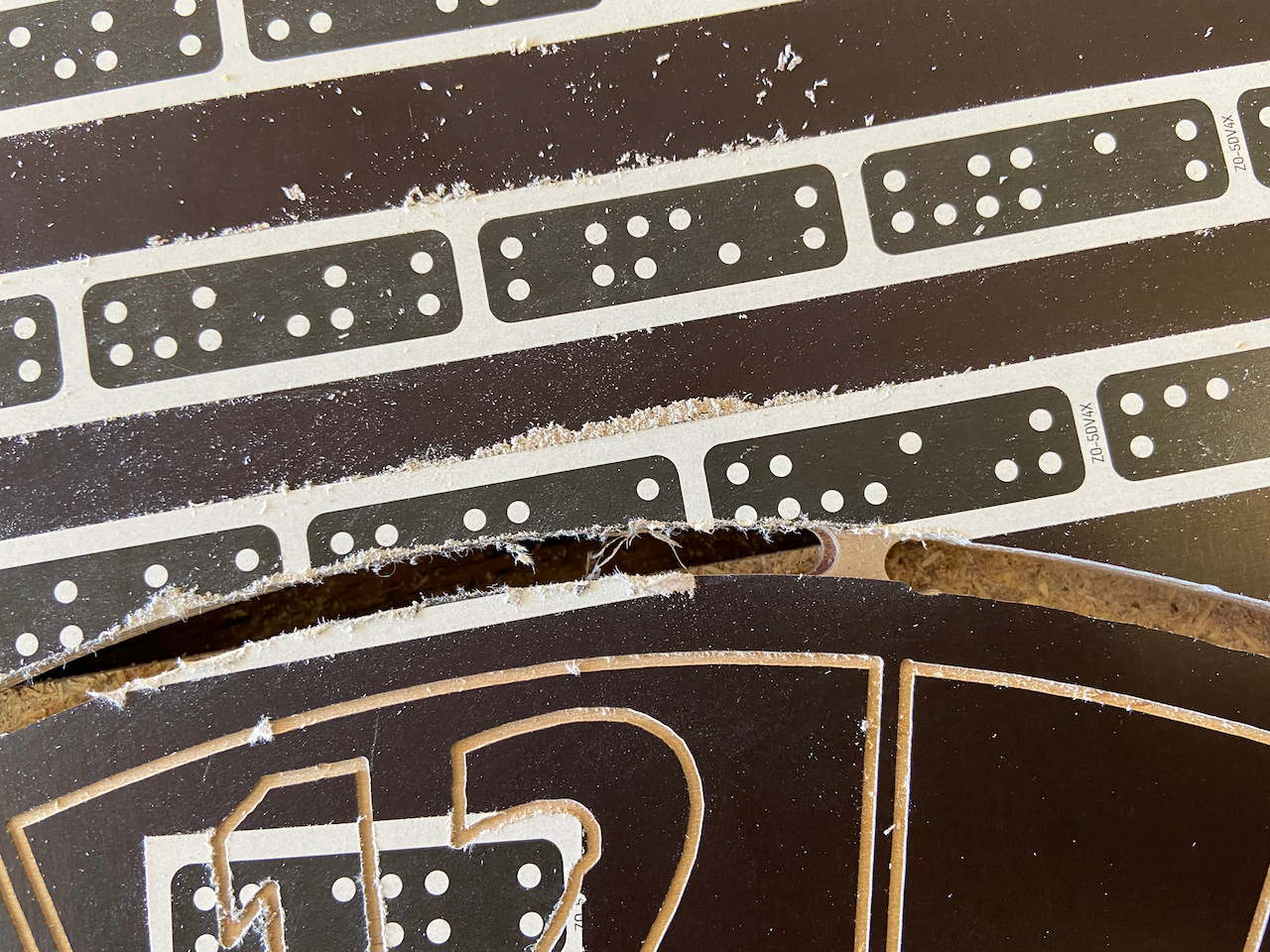
Hier noch ein paar Nahaufnahmen vom Ziffernblatt. Die Abweichungen sind immer dann entstanden, wenn die Maschine Ihre Orientierung verloren hat.
Die Segmentline bei der Feld der 12 hat unten eine Abweichung weil ich den unteren Teil mit der Orientierung nach oben, den Rest aber mit der um 180Grad gedrehten Maschine und Orientierung nach unten gefräst habe. Das sollte man also nicht tun, zumindest nicht an der gleichen Fräsbahn.

Hier hatte die Kamera kurzeitig eine schwache Orientierung weil zu wenig Band im Sichtfeld war:

Ansonsten bin ich aber mit dem Ergebnis meines ersten praktischen Einsatzes recht zufrieden.

Projektdaten im ShaperHub
Wer dieses Ziffernblatt mit seiner Shaper Origin nachfräsen möchte, für den habe ich meine SVG-Datei auf dem ShaperHub zum Download zur Verfügung gestellt.
Was habe ich gelernt?
Fazit aus dem ersten Versuch:
Mit dem Shaper Tape nicht zu sparsam sein. Auch nicht vergessen dass immer – egal wie man die Maschine platziert – mindestens 3 Streifen des Bandes von der Kamera erkannt werden.
Die Maschine kann grundsätzlich auch um 180Grad auf dem Werkstück gedreht werden, aber dann sollte man nicht mitten in einer Linie ansetzen. Statt dessen besser an einer Ecke ansetzen.
Je nach Härte des Materials sollte man pro Durchgang nicht zu tief fräsen. Es wird sonst schwierig die Maschine entsprechend leichtfüßig zu bewegen. Die Siebdruckplatte war recht weich, da waren 5mm Frästiefe kein Problem, bei den 3,5mm bei der Außenkontur war praktisch kein Widerstand fühlbar.
Jetzt werde ich wohl bald das erste „Großprojekt“ mit der Shaper in Angriff nehmen.

