Hier erkläre ich kurz, wie man in Vcarve pro die Flughöhe des Fräsers einstellt. Hat man nämlich z.B. Spannmittel wie Waagerechtspanner verbaut um das Werkstück zu fixieren, dann möchte man sichergehen, dass der Fräser beim Anfahren der Fräswege nicht in das Spannmittel hineinfährt. Ansonsten ist das Spannmittel oder der Fräser zerstört oder gar beides.
Leider wird in der Online-Dokumentation zu VCarve pro die Einstellung der Flughöhe nicht wirklich gut erklärt. Und da es mich relativ viel Zeit gekostet hat, herauszufinden wie das geht, erkläre ich es nachfolgend.
Flughöhe einstellen
Das Einstellen der Flughöhe wird im Bereich „Rohlingsmaße“ gemacht, der bei den rechten Bearbeitungsleiste für die Werkzeugwegen angeboten wird.
Achtung: Nicht mit der Dialogbox „Rohlingsmaße“ in der linken Bearbeitungsleise verwechseln! Den Dialog zum Einstellen der Rohlingsmaße gibt es zweimal – jedoch mit leicht unterschiedlichen Funktionen in den unteren Bereichen!
In der Online-Hilfe ist der Begriff „Rohlingsmaße“ allerdings nicht zu finden – dort wird dieser „Materialeinrichtung“ genannt.
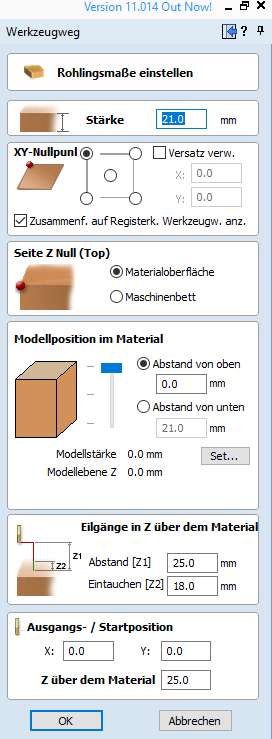
In der Regel möchte man die Flughöhe nur so hoch einstellen wie unbedingt nötig. Die Standardvorgabe für Z1 und Z2 von VCarve pro beträgt hier 1/4 Zoll – also 6,35mm. Dies ist für die meisten Anwendungen beim Fräsen von Plattenmaterial, das man z.B. auf die Opferplatte geschraubt hat, auch vollkommen ausreichend.
Was kann man nun aber genau dort einstellen?
Der Abstand Z1 ist die wichtigste Einstellung. Dies ist die Flughöhe der Fräserspitze im Eilgang – d.h. mit der Geschwindigkeit mit der die Spindel bewegt wird, ohne dass Material bearbeitet wird. Die Software hebt die Spitze des Fräsers auf diese Höhe an, wenn er das Werkstück überquert. Es empfiehlt sich, hier einen Wert einzugegeben, der größer ist als das größte Hindernis, welches dem Fräser möglicherweise im Weg stehen kann.
Der Abstand Z2 ist die Höhe, bis zu welcher die Fräserspindel mit der Geschwindigkeit des Eilganges bewegt wird, bevor diese dann auf die Vorschubgeschwindigkeit des jeweiligen Werkzeugs wechselt. So kann das Absenken des Fräsers beschleunigt werden, um die Bearbeitungszeit eines Werkstückes zu verkürzen. Das ist z.B. dann sinnvoll, wenn viele kleine Konturen gefräst werden müssen, bei denen der Fräser viele Auf- und Abbewegungen in der Z-Achse ausführt.
In der untersten Box mit der Überschrift „Ausgangs- / Startposition“ kann man mit Z über dem Material die Höhe , von der aus der Fräsvorgang startet. Falls erforderlich kann man hier zusätzlich noch die X- und Y_Koordinate eingeben.
Eingestellte Werkzeugwege visualisieren
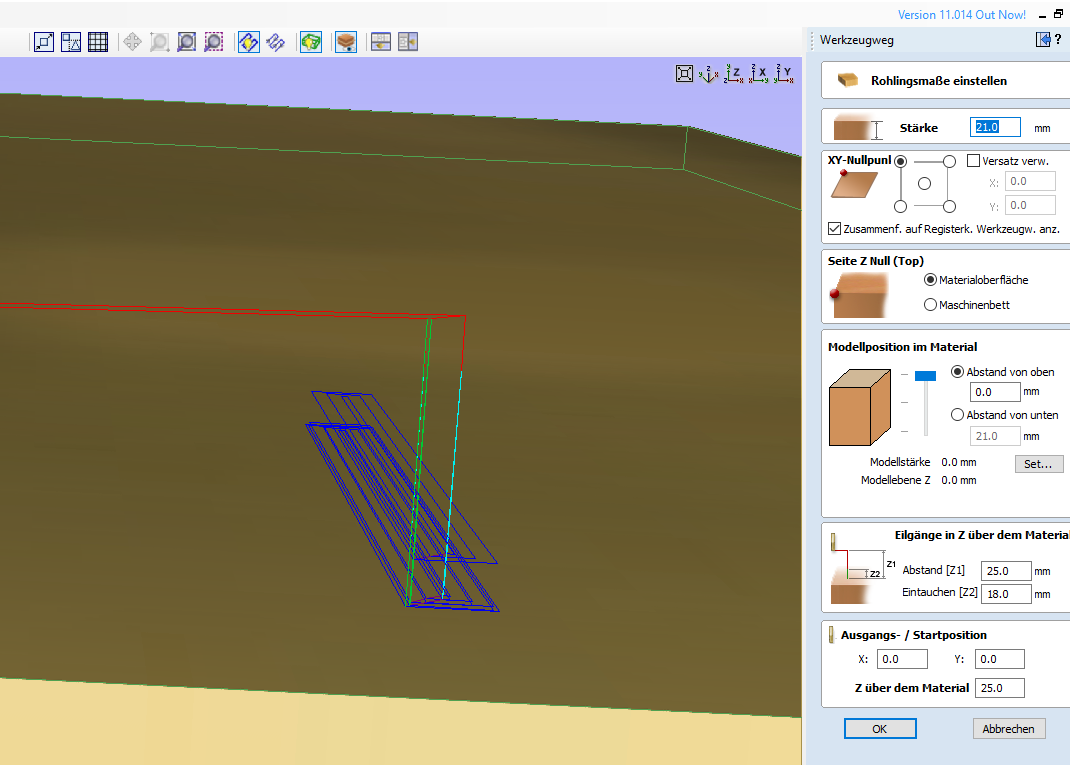
Um die Flugwege der Fräserspitze zu visualisieren kann die 3D-Ansicht genutzt werden. Wird diese in die Z-Ebene geschaltet und die Anzeige der Werkzeugwege aktiviert, kann man die Wege der Fräserspitze über dem Werkstück betrachten.
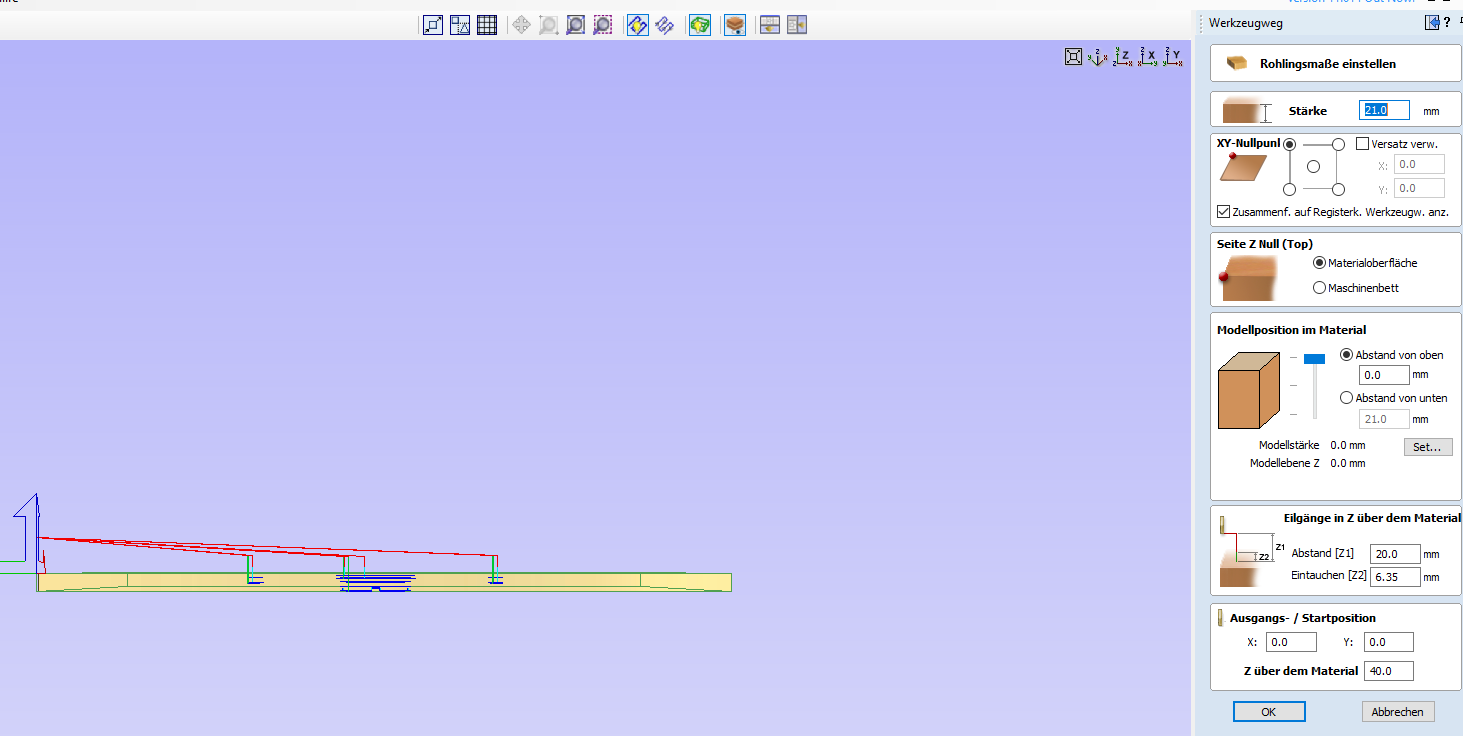
Die roten Linien sind die Wege welche im Eilgang zurückgelegt werden, die grünen Linien zeigen den Eintauch-Vorgang, die hellblauen Linien zeigen den Weg für das Zurückziehen des Fräsers.
Wenn man nun die Werte für die Z1 und Z2 Flughöhe editiert, kann man die Veränderungen an der Flughöhe durch Neuberechnen der Werkzeugwege simulieren.
Eine kurze englischsprachige Beschreibung zu diesem Thema findet sich >HIER< auf den FAQ-Seiten von Vectric.
0 Kommentare zu “VCarve pro – Flughöhe der Fräserspitze einstellen”