
Hier beschreibe ich, wie mit der CAM-Software VCarve pro beim CNC-Fräsen in Holz Materialtoleranzen ausgeglichen werden können. Gerade beim CNC-Fräsen von Funktionsteilen aus Holz müssen vielfach bestimmte Toleranzen eingehalten werden, damit das Ergebnis brauchbar ist. Aber wie kann man das einfach erreichen, ohne dass ständig die CAD-Daten verändert werden müssen?
Dazu stelle ich nachfolgend zwei Fräsparameter vor, die nach meiner Erfahrung vielen Nutzern von VCarve eigentlich unbekannt sind sind und darum fast nie benutzt werden.
Ich selbst bin schon seit einigen Jahren Anwender der Software VCarve pro vom englischen Anbieter Vectric Ltd, um den G-Code für meine CNC-Projekte zu erstellen. Zugegeben, das Programm ist nicht ganz billig, aber man kauft hier eine Lizenz mit unbefristeter Nutzungsdauer. Kostenpflichtige Zwangsupdates oder jährliche Zahlungen fallen nicht an. Zudem ist das Programm komplett mit einer deutschsprachigen Benutzeroberfläche versehen, was sicherlich dem einen oder anderen Holzwerker sehr entgegenkommt.
HINWEIS: Die folgenden Screenshots wurden mit VCarve pro V10.5 deutsch gemacht. Sie sollten aber auch für andere Vectric Softwarepakete wie Cut2D, Cut2D pro, VCarve Desktop und Aspire in gleicher Weise gelten.
Toleranzen beim Taschenwerkzeug
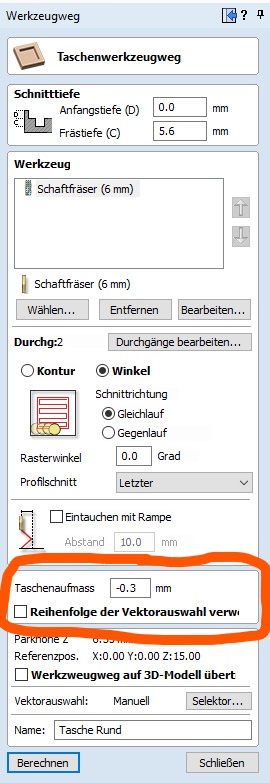
Des Öfteren ist es nötig, beim Fräsen einer Tasche das Maß geringfügig zu optimieren. Idealerweise möchte man dies tun, ohne die Maße der CAD-Zeichnung anpassen zu müssen. Hierzu bietet VCarve die Option „Taschenaufmaß“ an.
Aber wie genau funktioniert dieser Parameter? Die Erläuterungen der deutschen Online-Hilfe von Vectric sind hier leider ein wenig spärlich und eher verwirrend.
Möchte man zum Beispiel eine gefräste Tasche in allen Ihren Maßen um 0,2mm größer machen, um mehr Toleranz für das Einstecken eines Zapfens o.ä. zu ermöglichen, gibt man einen Wert von -0,2mm an.
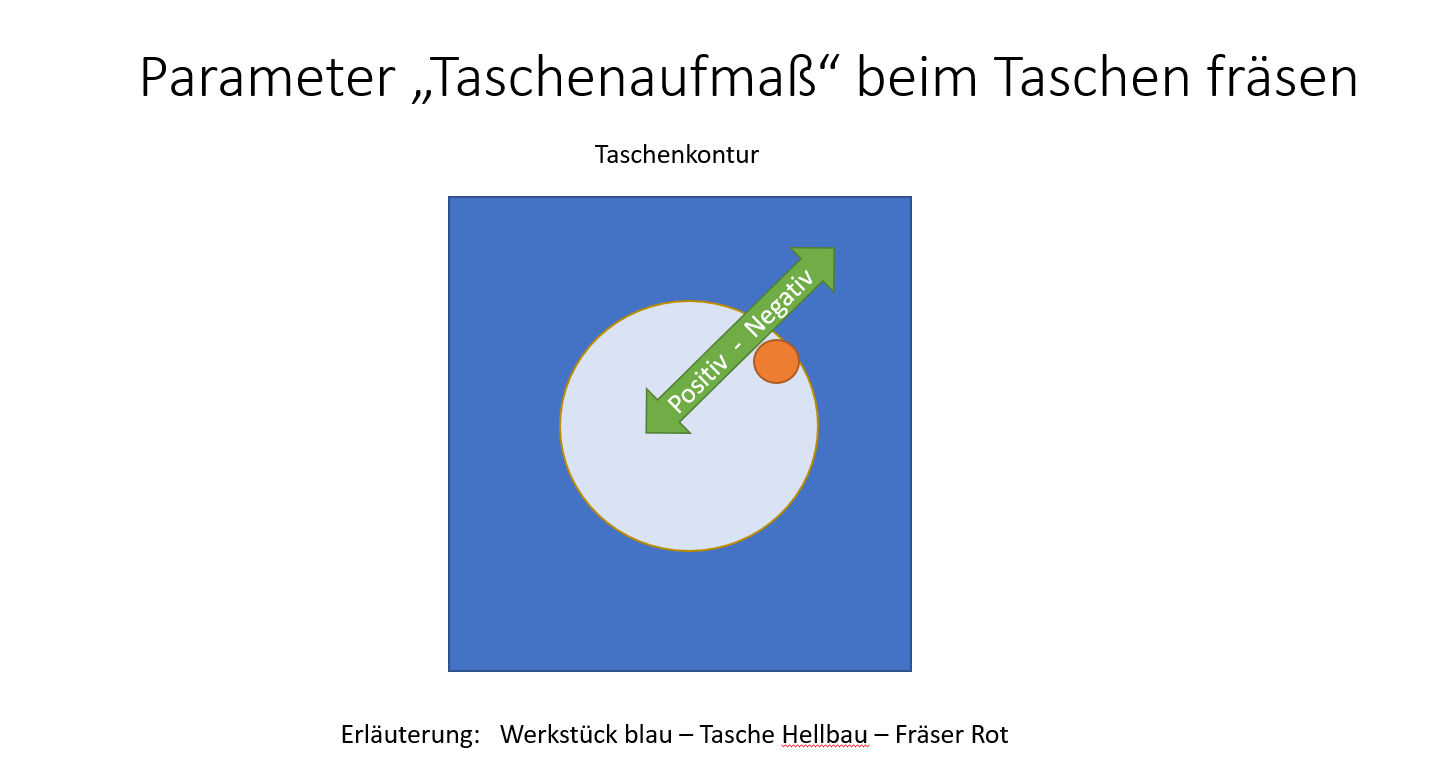
Warum aber negativ, wenn doch die Tasche größer werden soll? Ganz einfach, weil die Software hier hier immer von der Schnittkante her in Richtung der Bearbeitung denkt. Es wird ja mehr Material weggenommen, daher negativ.
MERKE: Um eine Tasche in Ihren Abmessungen größer zu machen, muss der Wert bei Taschenwerkzeug negativ gemacht werden- Gibt man hier einen Wert von -0,2 ein, wird die Tasche im Innenmaß um dieses Maß größer!
Um eine Tasche in Ihren Abmessungen kleiner zu machen, muss der Wert bei Taschenwerkzeug positiv gemacht werden- Gibt man hier einen Wert von 0,2 ein, wird die Tasche im Innenmaß um dieses Maß kleiner!
Das „Taschenaufmaß“ bezieht sich also immer auf die „innere Kante“ der Tasche und wird dort in Richtung zur Mitte hinzuaddiert bzw. abgezogen.
Toleranzen beim Konturen fräsen
Eine ähnliche Möglichkeit bietet VCarve beim Fräsen von Konturen mit der Option „Versatz“. Mit diesem Parameter kann man die bauteilseitige Fräskante einer Nut in Ihrer Position verschieben. Das Vorzeichen bestimmt dabei in Abhängigkeit von der Art der Bearbeitung der Kontur, wohin die Verschiebung erfolgt.
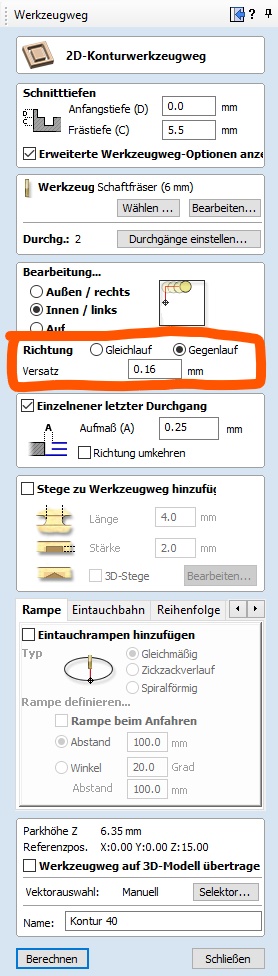
Bei einer Außenkontur wird der positive Versatz zur äußeren Fräskante hinzugefügt, d.h. die Konturline wird nach außen verschoben. Das resultierende Bauteil wird also größer. Wird bei einer Außenkontur ein negativer Versatz angegeben, wird die Kontur nach innen geschoben, die Bauteil wird also kleiner.
Beim Fräsen einer Innenkontur ist das Verhalten gespiegelt. Wird hier ein positiver Versatz angegeben, wird die Konturlinie um den entsprechenden Wert nach Innen verschoben, die innere Form wird also kleiner. Bei einem negativen Wert wird der Versatz der inneren Kontur nach Außen geschoben, die innere Form wird also größer.
Folgendes Bild soll dies verdeutlichen:
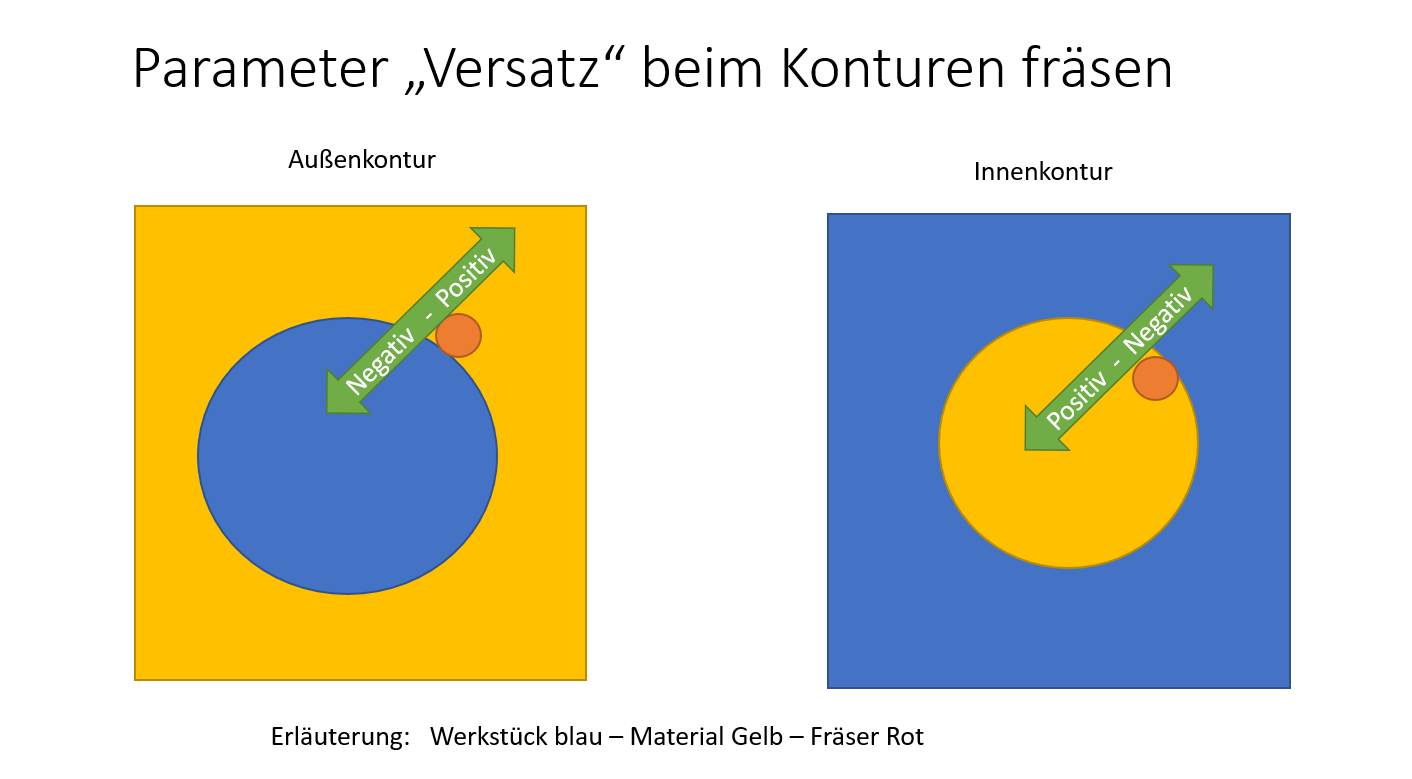
Auch hier gilt wieder: Es wird immer von der Fräskante des Bauteils aus gedacht!
Beim Fräsen „Auf“ der Kontur wird der Parameter „Versatz“ ignoriert – ist also wirkungslos.
0 Kommentare zu “Materialtoleranzen beim Fräsen mit VCarve ausgleichen”